How Does a 3-Way Solenoid Valve Perform in Real Café Conditions?
Your espresso machine works perfectly, then suddenly fails. It's a common story that can damage your brand's reputation. The problem often lies deep inside, with a small but vital component.
A 3-way solenoid valve's performance degrades in real café conditions due to limescale, heat stress from compact designs, and coffee residue. These factors directly affect pressure discharge, leading to inconsistent espresso extraction over time and eventual machine failure.
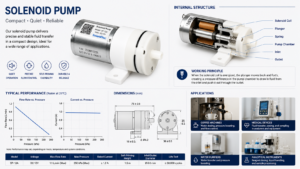
The 3-way solenoid valve is the heart of your espresso machine's hydraulic circuit. It directs the flow of water and releases pressure after a shot is pulled.1 On paper, most valves look great. They pass initial tests with flying colors. But I have seen time and time again that the real test begins after months of use in a busy café2. The challenges I see in the field are rarely about the initial specifications. They are about how the valve holds up against the daily grind of heat, pressure, and contamination. It's this long-term stability that truly defines a quality component and protects your brand from costly field failures.
Why Does Your Perfect Espresso Extraction Start Drifting After Months of Operation?
Your machine once pulled the perfect shot, every time. Now, consistency is gone, frustrating baristas and customers. This unpredictable performance often points to a single, hard-working component inside.
Extraction drifts because the 3-way solenoid valve's pressure discharge becomes inconsistent.3 Over time, internal wear, mineral buildup, and coffee residue change the valve’s response, making consistent, repeatable espresso shots impossible to achieve.
In my experience, the gradual inconsistency in pressure discharge is one of the most common failure points I see. It's a sneaky problem. It doesn't cause a complete breakdown at first. Instead, it slowly ruins the quality of the coffee. A brand new valve opens and closes with precision, releasing the group head pressure in a fraction of a second. After 50,000 shots, that timing can change. Limescale can cause the plunger to move slower.4 A tiny bit of coffee residue can make it stick for a millisecond longer. This small drift in timing directly changes the pressure profile of the puck, affecting extraction and taste.5 For a high-end café, this lack of repeatability is unacceptable. It’s why focusing only on day-one performance is a mistake. The real question is, how will it perform after a year of heavy use?
| Performance Metric | New Valve (Day 1) | Worn Valve (12 Months) |
|---|---|---|
| Response Time | < 15ms | 20-50ms or inconsistent |
| Pressure Release | Clean and immediate | Slow or partial |
| Shot Consistency | High | Low and unpredictable |
Is Compact Machine Design Quietly Overheating and Suffocating Your Valve Coils?
Sleek, compact machines are in high demand. But cramming components together can create an oven-like environment, leading to unexpected failures and costly warranty claims for your brand.
Yes, compact designs with poor ventilation are a major cause of solenoid coil failure6. The trapped heat causes the coil to overheat, degrading its insulation.7 This thermal stress leads directly to premature failure.
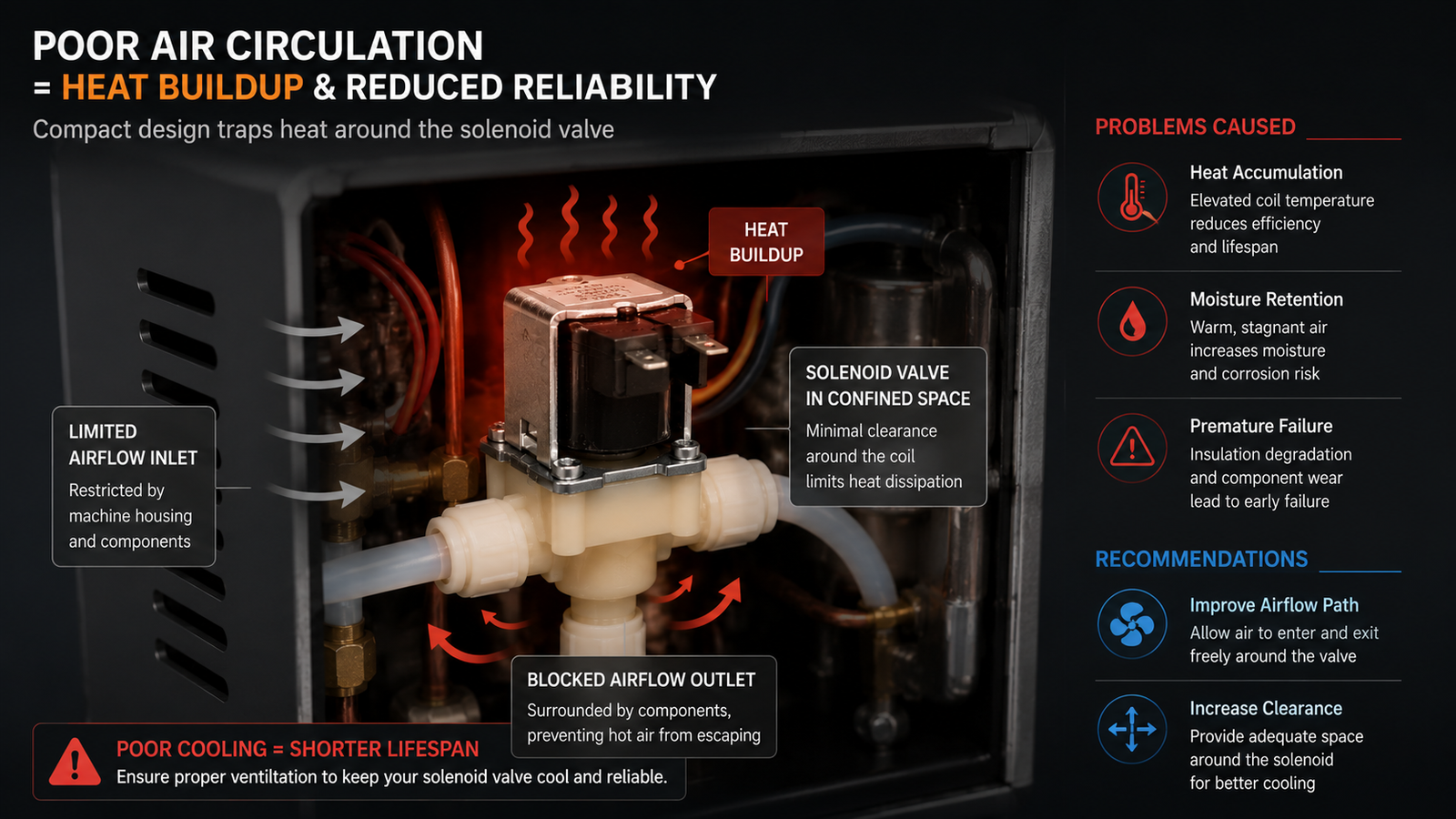
I’ve seen countless coils that have failed due to thermal stress. A solenoid coil is designed to handle heat, but only up to a certain point. In a compact espresso machine, the valve is often positioned near the boiler with very little airflow. The machine runs through dozens of heating and cooling cycles every day. This constant temperature fluctuation puts immense stress on the coil's winding insulation. The plastic bobbin can deform, and the copper wire's enamel coating can break down, leading to a short circuit. The valve stops working, and the machine is down. When we design coils, we pay close attention to the temperature class of the materials. A standard coil might be fine in an open-frame application, but for a compact espresso machine, a higher-grade material is essential for long-term reliability.8
| Insulation Class | Max Temperature | Typical Application |
|---|---|---|
| Class B | 130°C | General purpose, good ventilation |
| Class F | 155°C | Industrial, high-duty cycles |
| Class H | 180°C | Recommended for compact, hot environments |
How Do Limescale and Coffee Residue Attack the Internal Sealing and Exhaust?
Your machine is leaking or failing to build pressure. The cause is often invisible, growing inside the valve where water and coffee meet. These deposits silently attack critical components.
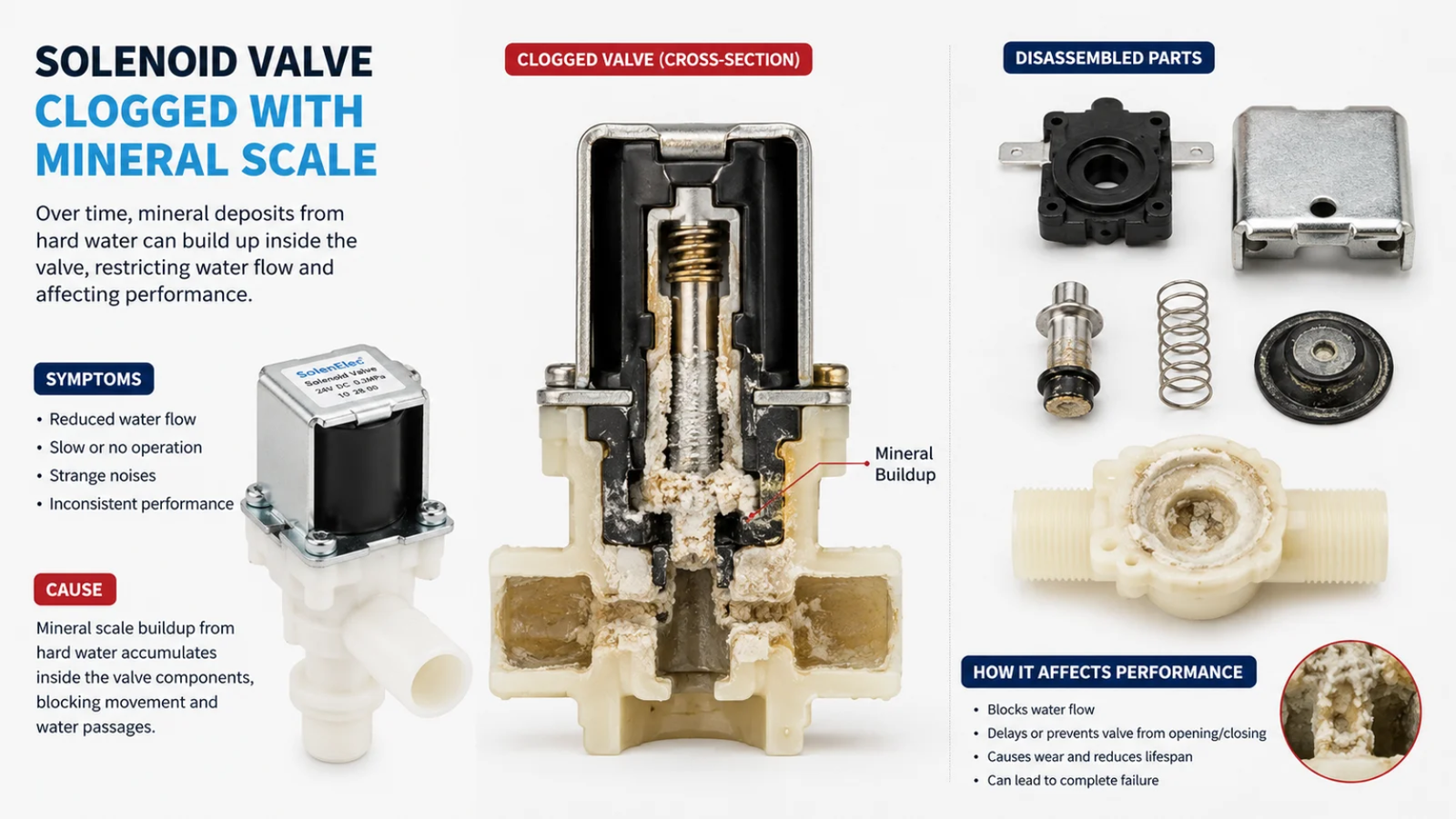
Limescale from hard water builds up on internal seals, preventing them from closing tightly.9 At the same time, sticky coffee oils and fine grounds contaminate and clog the exhaust port10.
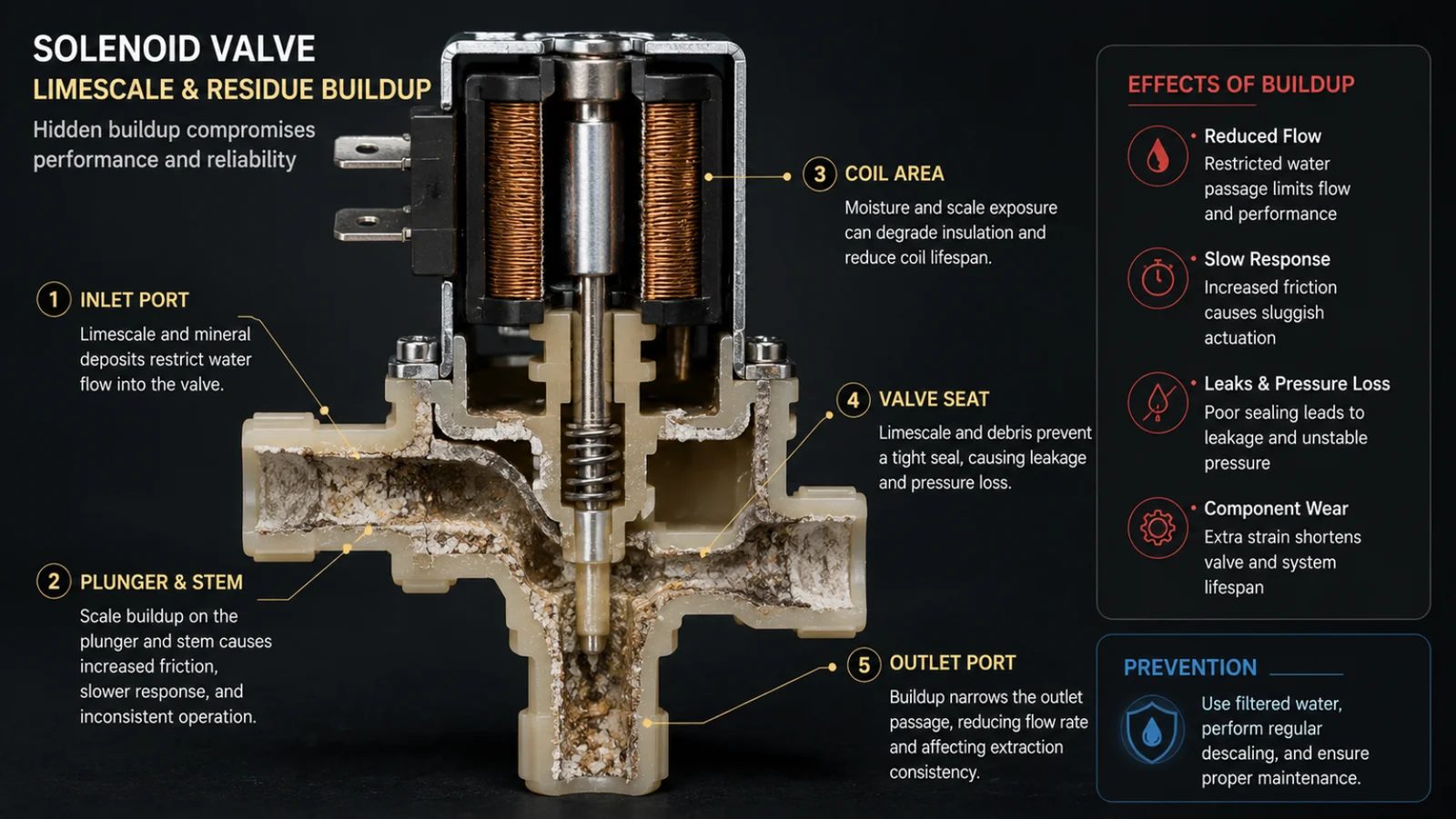
This is a two-front war inside the valve. First, you have limescale. This is a problem I see constantly, especially in regions with hard water. The mineral deposits are like concrete. They build up on the tiny plunger seal and the valve seat. Even a microscopic layer prevents the valve from creating a perfect seal. This can cause a slow leak back into the drip tray or prevent the group head from reaching full pressure. The other enemy is coffee itself. The exhaust port of a 3-way valve is designed to release a small amount of water and pressure. This water is often mixed with coffee residue. Over time, the oils and fine particles build up, creating a sticky sludge that can partially or completely block the exhaust path. When that happens, the pressure can't release properly, and you get a soupy, messy puck.
| Contaminant | Affected Part | Failure Mode |
|---|---|---|
| Limescale | Plunger Seal, Valve Seat | Internal leaking, failure to pressurize |
| Coffee Residue | Exhaust Port, Plunger Chamber | Blocked exhaust, slow pressure release |
Are Hidden Service Costs Skyrocketing Because of Poor Maintenance Accessibility?
A valve failure should be a simple fix. But if a technician has to disassemble half the machine to reach it, your service costs and customer downtime go through the roof.
Yes, hidden service costs are a huge problem. When a valve is buried deep inside a compact machine, a 15-minute part swap turns into a two-hour repair job, increasing labor costs dramatically11.

I talk to service technicians, and their frustration is real. They tell me stories about needing special tools and having to remove the boiler, pump, and multiple wires just to get to a single solenoid valve. From a brand manager's perspective, this is a financial disaster. The cost of the replacement valve might only be $20. But the cost of the technician's time, the machine's downtime, and the café owner's lost revenue can be hundreds of dollars. This is a direct hit to your bottom line and your brand's reputation for quality. When we work with clients on OEM projects, we always discuss serviceability. A design that saves a few centimeters of space but makes maintenance a nightmare is not a good design. A smart layout that allows for easy access to serviceable parts like valves can save thousands in warranty claims over the product's lifetime.
| Cost Factor | Accessible Design | Inaccessible Design |
|---|---|---|
| Part Cost | $20 | $20 |
| Labor (0.5hr vs 2.5hr) | $50 | $250 |
| Total Repair Cost | $70 | $270 |
What Lifecycle Benchmarks Should You Demand to Ensure Full-Term Valve Stability?
Your valve supplier's spec sheet looks perfect. But will the valve still meet those specs after two years and 500,000 shots in a real-world café environment?
Demand lifecycle benchmarks that simulate real-world use. This includes high-cycle testing with hard water, continuous thermal stress tests, and pressure variation tests12, not just ideal laboratory condition reports.
As a manufacturer, I know that a standard spec sheet can be misleading. It shows performance under perfect conditions. It does not show you how the valve will perform when it's hot, covered in scale, and has been cycled half a million times. When you are sourcing a critical component like a 3-way valve, you need to ask the tough questions. Don't just ask for the cycle life; ask for the cycle life under thermal stress. Don't just ask about sealing; ask about sealing performance after 100,000 cycles with hard water. This is the only way to get a true picture of the valve's long-term stability. A reliable supplier should be able to provide this data. They should be testing their products in conditions that mimic the real world, not just a clean lab. Demanding this level of proof is how you separate a commodity supplier from a true engineering partner.
| Benchmark to Demand | Target Value | Why It Matters |
|---|---|---|
| Thermal Cycle Life | > 500,000 cycles at 95°C | Simulates real machine operation |
| Hard Water Endurance | < 5% performance drop after 100k cycles | Ensures stability in all regions |
| Contamination Test | Valve remains functional | Guarantees resilience against residue |
| Pressure Stability | < 3% pressure drop over life | Ensures consistent espresso quality |
Conclusion
The true test of a solenoid valve is not on a spec sheet, but in a busy café. Long-term reliability under heat, scale, and heavy use is what protects your brand.
Developing a Coffee Machine or Beverage Equipment Project?
Laboratory test results are only the starting point. Long-term reliability depends on selecting the right valve, optimizing the solenoid coil, and validating performance under real operating conditions.
Our engineering team works with OEM manufacturers to develop reliable solenoid valve solutions for coffee machines and other beverage equipment.
👉 Contact us to discuss your application.
"Solenoid valve - Wikipedia", https://en.wikipedia.org/wiki/Solenoid_valve. A technical reference on solenoid valves defines three-way solenoid valves as devices that switch fluid paths and can vent a circuit, supporting the description of their flow-control and pressure-release role in espresso machines. Evidence role: definition; source type: encyclopedia. Supports: A 3-way solenoid valve is an electromechanical valve that switches flow paths and can vent or redirect pressure in a fluid circuit.. Scope note: The source may explain the valve mechanism generally rather than documenting a particular espresso-machine layout. ↩
"Integration and Test > Accelerated Life Testing - S3VI - NASA", https://s3vi.ndc.nasa.gov/ssri-kb/topics/38/. Reliability-engineering literature treats long-term field exposure and accelerated-life testing as necessary complements to initial specification testing, supporting the claim that café-like operating conditions may reveal failures not seen at day one. Evidence role: expert_consensus; source type: research. Supports: Reliability engineering distinguishes initial qualification from long-term performance under operational stresses and uses field or accelerated-life data to assess durability.. Scope note: The support is contextual and applies to component reliability in general rather than specifically to espresso-machine solenoid valves. ↩
"Influence of Flow Rate, Particle Size, and Temperature on Espresso ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10418593/. Peer-reviewed espresso-extraction research links pressure and flow conditions through the coffee puck with extraction behavior, supporting the mechanism by which inconsistent hydraulic pressure discharge could contribute to drifting shot consistency. Evidence role: mechanism; source type: paper. Supports: Espresso extraction depends on pressure and flow conditions through the coffee bed, so changes in hydraulic pressure behavior can affect repeatability.. Scope note: Such studies may not isolate the 3-way solenoid valve as the sole cause of pressure variation. ↩
"Hardness in water: Lime scale buildup inside a water pipe - USGS.gov", https://www.usgs.gov/media/images/hardness-water-lime-scale-buildup-inside-a-water-pipe. Government or public-water guidance on hard-water scale describes calcium and magnesium deposits forming on plumbing and valve surfaces, supporting the mechanism by which scale could slow or obstruct a valve plunger. Evidence role: mechanism; source type: government. Supports: Hard-water minerals form scale deposits on wetted surfaces, and such deposits can restrict or interfere with valves and moving components.. Scope note: The source may address water-system valves broadly rather than espresso-machine solenoid plungers specifically. ↩
"Influence of Flow Rate, Particle Size, and Temperature on Espresso ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10418593/. Coffee-science studies report that pressure and flow profiles influence espresso extraction yield and sensory attributes, supporting the claim that changes in the puck’s pressure profile can affect extraction and taste. Evidence role: mechanism; source type: paper. Supports: Espresso pressure and flow profiles influence extraction yield and sensory properties, making pressure-profile variation relevant to taste consistency.. Scope note: The evidence supports the pressure-profile link but may not quantify the effect of millisecond-scale solenoid timing drift. ↩
"Degradation Monitoring of Insulation Systems Used in Low-Voltage ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7374401/. Electrical-machine and coil-reliability literature shows that inadequate heat dissipation elevates winding temperature and accelerates insulation aging, supporting the mechanism by which poorly ventilated compact designs can contribute to solenoid coil failure. Evidence role: mechanism; source type: paper. Supports: Restricted heat dissipation raises coil temperature and accelerates insulation degradation, increasing failure risk in electromagnetic coils.. Scope note: The support is based on general electromagnetic coil behavior rather than a café-specific failure-rate study. ↩
"Insulation system - Wikipedia", https://en.wikipedia.org/wiki/Insulation_system. Research on winding-insulation aging shows that elevated operating temperature accelerates deterioration of enamel and insulating materials, supporting the claim that trapped heat can degrade solenoid coil insulation. Evidence role: mechanism; source type: research. Supports: Elevated temperatures accelerate thermal aging and breakdown of winding insulation materials.. ↩
"Insulation system", https://en.wikipedia.org/wiki/Insulation_system. IEC and NEMA insulation-class references define thermal classes such as B, F, and H by maximum operating temperature, supporting the rationale for specifying higher-temperature insulation in hotter compact equipment. Evidence role: definition; source type: institution. Supports: Insulation systems are classified by maximum thermal ratings, and higher classes tolerate higher operating temperatures.. Scope note: The standards establish temperature classes but do not by themselves prove that a specific espresso-machine design requires a given class. ↩
"Hardness of Water | U.S. Geological Survey - USGS.gov", https://www.usgs.gov/water-science-school/science/hardness-water. Public water-quality sources describe hard-water minerals forming scale deposits on plumbing components, supporting the mechanism by which limescale on a valve seat or seal could prevent tight closure. Evidence role: mechanism; source type: government. Supports: Hard water forms calcium-carbonate scale on wetted surfaces, which can impair plumbing fixtures and valves.. Scope note: The evidence is usually about plumbing systems generally, so the application to small espresso-machine seals is an engineering inference. ↩
"Characterization of the Aroma Profile and Main Key Odorants ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8270317/. Coffee-chemistry literature identifies espresso as containing emulsified oils and suspended fine solids, supporting the plausibility that coffee residue can accumulate in narrow exhaust passages. Evidence role: mechanism; source type: paper. Supports: Espresso contains oils, suspended solids, and fine particles that can leave residues in equipment and narrow passages.. Scope note: The source may characterize espresso composition rather than directly measure clogging of 3-way solenoid valve exhaust ports. ↩
"[PDF] Design for Maintainability OCHMO-TB-036 - Executive Summary", https://www.nasa.gov/wp-content/uploads/2023/12/ochmo-tb-036-design-for-maintainability.pdf. Maintainability-engineering guidance identifies access to replaceable components as a key factor in mean time to repair, supporting the claim that buried valves can increase labor time and service cost. Evidence role: expert_consensus; source type: government. Supports: Maintainability guidance identifies accessibility as a major determinant of repair time and maintenance labor burden.. Scope note: The source supports the general maintainability principle but not the article’s specific 15-minute and two-hour repair estimates. ↩
"[PDF] Reliability Testing the Die-Attach of CPV Cell Assemblies", https://docs.nrel.gov/docs/fy11osti/46058.pdf. Reliability-testing standards and handbooks describe accelerated cycling, environmental stress, and representative operating loads as methods for assessing durability, supporting the use of high-cycle, thermal, water-quality, and pressure-variation tests for valve qualification. Evidence role: expert_consensus; source type: institution. Supports: Accelerated-life and environmental-stress testing use repeated cycling and representative environmental loads to evaluate component durability under service-like conditions.. Scope note: The standards provide a testing framework but may not prescribe the exact benchmark values for espresso-machine solenoid valves. ↩